
- Most factories are not short on data — they are short on data that flows. PLCs, SCADA, MES, and ERP all generate operational truth. None of them share it in real time.
- Traditional MES was built to record events, not to see, predict, or act. That gap is where downtime, quality failures, and missed schedules live.
- The fastest path to measurable ROI is one production line, one KPI, one intelligence pillar — deployed in four to eight weeks before any full plant commitment.
The real question is not “do we have data?” — it is “where does our data go?”
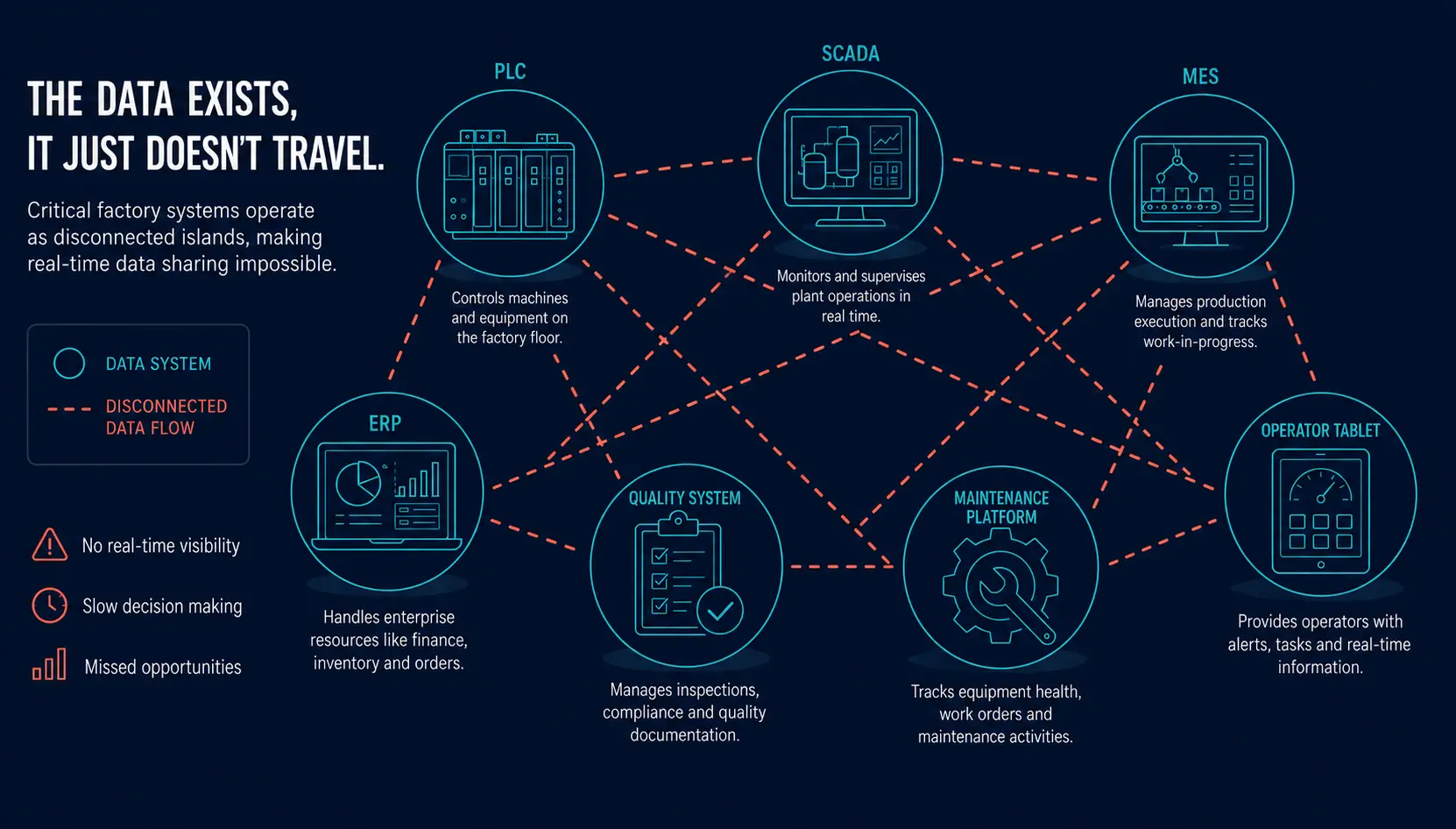
Walk into any modern factory and you will find data everywhere. PLCs log machine states thousands of times per minute. SCADA systems capture process parameters continuously. Barcode scanners record material movements. Vision cameras watch production lines. Operator tablets log completions and exceptions.
The data exists. The problem is what happens to it next.
In most manufacturing operations, that data sits in the system that generated it. The PLC data stays in the PLC. The SCADA historian holds process parameters no one queries until something goes wrong. The MES has work order records the ERP cannot read without a custom integration that took eight months to build and breaks every time either system updates.
The factory is generating operational truth constantly. Almost none of it reaches the people and systems that need to act on it — in time to matter.
This is the manufacturing data problem. And it is not a technology shortage. It is an architecture problem.
If your operations team regularly discovers problems — a quality escape, a missed shipment, an unplanned breakdown — hours or days after they occurred, your factory has a data flow problem. The information existed. It just did not travel.
Why do manufacturing systems stop talking to each other?
Understanding why factory data gets siloed requires understanding how manufacturing software was built — and when.
Most of the core systems running a modern factory were designed and deployed in different eras, by different vendors, for different purposes. SCADA systems were built to control equipment, not to share operational context. MES platforms were built to record production events for compliance and planning. ERP systems were built for financial management and procurement. Quality platforms were built for inspection logging and CAPA workflows.
Each system solved a specific problem well. None of them were designed to work as a unified data layer. They were designed to work independently.
The result is a factory where:
- The machine knows it stopped. The MES does not know for 40 minutes.
- The ERP shows the order as on schedule. The floor knows it is three hours behind.
- The quality system logs a defect on Friday from a part produced on Tuesday.
- The maintenance team runs reactive repair because no system is reading the vibration data that predicted the failure two weeks ago.
Disconnected manufacturing systems do not just create inconvenience. They create lag — between an event occurring and someone knowing about it. Every hour of lag on a quality problem is an hour of defective parts. Every hour of lag on a downtime event is an hour of missed production. The cost of disconnected data is measured in output, not in IT hours.
What traditional MES gets right — and where it stops
A Manufacturing Execution System is the closest thing most factories have to an operational brain. And traditional MES platforms genuinely do several things well.
A traditional MES records production events — work order starts, completions, quality holds, batch records. It enforces workflow rules, tracking who did what and in what sequence. It calculates OEE and feeds production data back to the ERP. For audit trails and regulatory compliance, it is indispensable.
But a traditional MES was never built to see the factory in real time. It records what operators and scanners tell it. It does not know where a tool is unless someone scans it. It does not see a defect forming on the production line — it records an inspection result logged by a quality technician after the fact. It does not predict failure — it opens a work order when the machine stops.
A traditional MES records what happened. It cannot see what is happening right now, it cannot predict what will happen next, and it cannot take action without a human in the middle. In a factory where problems develop in minutes and decisions need to happen in seconds, recording the past is not enough.
The gap between what MES records and what is actually happening on the floor is where most manufacturing losses occur. Downtime that could have been predicted. Defects that shipped before quality caught them. Schedules built on stale data that do not reflect actual floor constraints.
What a connected manufacturing data layer actually looks like
Fixing the data problem in manufacturing does not mean replacing the MES. It means building a unified intelligence layer that connects the MES to the systems generating real-time physical truth, and adding the AI capabilities to act on that data rather than just store it.
A modern manufacturing intelligence platform brings four capabilities together into one connected system:
Real-time execution — FactoMES
The MES remains the system of record — work orders, traceability, quality events, OEE, maintenance, and scheduling. What changes is its position in the architecture. Instead of sitting at the edge of the data layer, receiving information only when someone manually enters it, FactoMES sits at the centre — continuously receiving data from every connected source and using that data to drive decisions in real time.
Physical location truth — ZeroKey RTLS
One of the largest gaps in traditional factory data is physical location. Where is this tool? Where is this WIP batch? Which operator is working on which station? Real-Time Location Systems using ZeroKey technology deliver ±1.5 mm 3D positioning accuracy — closing the gap between what the MES records and what is physically present on the floor at any moment.
For factories where tool search time, WIP misplacement between stations, or forklift and pedestrian safety incidents are recurring operational problems, real-time location is typically the fastest-ROI intelligence pillar to deploy. Measurable search time reduction is visible within the first two weeks of a pilot.
Three AI pillars that convert data into action
Vision AI — FactoVision processes what cameras see in real time: defects forming at line speed, label and mark validation errors, PPE violations, restricted-zone breaches, thermal anomalies. Each detection feeds directly into FactoMES as a quality event or safety alert the moment it occurs — not hours later when a technician logs it.
Time-Series AI — FactoTimeLLM monitors continuous data streams from PLCs, SCADA historians, and sensors to detect parameter drift, process anomalies, and emerging equipment failures before they cause production loss. A motor’s vibration signature changes weeks before it fails. This is the layer that reads that signal.
Optimization AI — FactoPlan re-optimises production schedules, sequences, routings, and process setpoints against live floor constraints — actual downtime, real material availability, current operator allocation — rather than the snapshot the ERP provided at shift start.
Autonomous agents with human-in-the-loop guardrails
The intelligence layer does not just surface insights. It closes the loop: placing quality holds, raising maintenance alerts, rescheduling production jobs, recommending setpoint corrections — with human-in-the-loop guardrails ensuring that any action with safety or financial significance requires confirmation before execution.
The goal is a factory that sees what is happening, learns from it continuously, decides what to do next, and acts — with humans remaining in control of every decision that matters. Not a dashboard that generates reports for someone to eventually read.
Why integration projects alone do not solve the data problem
The most common response to disconnected factory systems is an integration project. Connect the SCADA to the MES. Build an API between the MES and the ERP. Hire a systems integrator to bridge the quality platform and the maintenance system.
These projects have genuine value. But they share a structural flaw: they solve a point-in-time problem by building point-to-point connections. Every new system added to the factory requires new integration work. Every system upgrade risks breaking existing connections. Every acquisition brings a new set of disconnected platforms.
Point-to-point integration does not eliminate the silo problem. It makes it more expensive to maintain.
In a point-to-point integration architecture, connecting N systems requires up to N×(N-1) individual connections. Add one new system and you potentially need to build N new integrations. A unified data layer reduces this to N connections regardless of how many systems you add. The architecture choice compounds over time — in both directions.
The factories that solve the data problem long-term are not the ones that integrate the most systems. They are the ones that establish a unified data architecture early — one where every new sensor, every new AI capability, and every new operational system plugs into a shared layer rather than into every other system individually.
How manufacturers should approach this in practice
The most common mistake is treating unified manufacturing intelligence as an enterprise-wide transformation project. It does not have to be. The factories that make the fastest progress start small, prove value, and scale with conviction rather than attempting a big bang deployment.
Start with one production line. Choose the line with the clearest operational pain and the simplest data environment — not the most complex or the most critical. Complexity comes later. Clarity comes first.
Define one measurable KPI before anything else. Unplanned downtime hours per month. Defect rate per thousand parts. On-time delivery percentage. Material search time per shift. The KPI must be something the operations team already tracks and already cares about. Baseline it before the pilot starts.
Connect only the data sources relevant to that line. The PLC. The SCADA historian. The existing MES if one is present. Vision cameras if quality or safety is the priority. RTLS anchors if location and traceability are the focus. Do not try to connect everything at once.
Deploy one intelligence pillar. Vision AI for a quality problem. Time-Series AI for a maintenance problem. RTLS for a traceability or safety problem. Optimization AI for a scheduling problem. One pillar. One problem. Four to eight weeks.
Close the action loop. The intelligence must trigger an action — a quality hold in FactoMES, a maintenance alert to the right person, a schedule adjustment, a safety zone alert. Read-only insight is useful. Acting intelligence changes the KPI.
Measure the KPI before and after. Eight weeks of data is enough to see a meaningful change on most operational metrics. A measurable result is the business case for the next line, and the next pillar.
Write down what success looks like before the pilot starts. Specific, measurable targets — not general goals. “Reduce unplanned downtime on Line 4 from 52 hours per month to below 35 hours” is a success criterion. “Improve our maintenance process” is not. Specific criteria protect the pilot result from being disputed after the fact.
Frequently asked questions
Manufacturing data silos occur when operational data — generated by PLCs, SCADA systems, MES platforms, ERP systems, quality software, and maintenance tools — remains trapped within the system that created it rather than flowing to the systems and people that need to act on it. Silos happen because each system was built by a different vendor at a different time for a different purpose, with no shared data architecture connecting them. The result is delayed decisions, quality escapes that go undetected, schedules built on stale information, and maintenance teams reacting to failures rather than preventing them.
Traditional MES platforms were designed to record production events and feed them to the ERP — not to unify data from all operational systems in real time. They receive data only when operators, scanners, or manual entries provide it. They do not see physical location, do not process camera feeds, do not read continuous sensor streams, and do not take autonomous action. A traditional MES is one component of the data layer — it was never designed to be the intelligence layer above it.
A manufacturing intelligence platform extends beyond MES by combining execution backbone capabilities with real-time physical data capture (location tracking, vision AI, sensor streams), predictive AI models, and autonomous decision-making with human-in-the-loop guardrails. Where a traditional MES records what happened, a manufacturing intelligence platform sees what is happening, predicts what will happen next, and acts on that information — closing the loop between data and decision in real time.
A focused pilot targeting one production line and one KPI typically runs four to eight weeks from data connection to ROI readout. Week one covers data source connection and baseline measurement. Weeks two and three deploy the chosen intelligence pillar. Weeks four through six close the action loop and monitor the KPI. Weeks seven and eight produce the business case for wider rollout. The specific timeline depends on the complexity of existing data sources and the number of integration points required.
The most durable solution is establishing a unified data architecture — a central platform that all operational systems connect to rather than connecting to each other point-to-point. This eliminates the compounding complexity of custom integrations and allows new systems and AI capabilities to be added without rebuilding the existing data layer. The practical starting point is a pilot on one production line using the data sources already available on the floor, deploying one intelligence capability, and demonstrating measurable KPI improvement before committing to plant-wide deployment.
No. A manufacturing intelligence platform integrates with existing SCADA, ERP, PLCs, and historians rather than replacing them. The platform acts as a unified data layer above existing systems — connecting them, processing their combined output, and feeding actionable intelligence back into operations. Current technology investments are preserved. The integration layer is what changes, not the underlying systems.
The KPIs most directly improved by connecting manufacturing data systems are unplanned downtime (through predictive maintenance and real-time anomaly detection), defect rate and quality escape rate (through AI-powered vision inspection and real-time quality event routing), on-time delivery (through live-constraint scheduling optimisation), and material search and traceability time (through real-time location tracking). The specific KPI that improves fastest depends on which intelligence pillar is deployed first and which operational problem it targets.
LeanQubit Inc. is a US-based industrial AI and smart manufacturing company. FactoMES, FactoVision, FactoTimeLLM, FactoPlan, FactoIQ, and FactoLake are LeanQubit products.