How a Major Paper Manufacturer Replaced Legacy MES Across 12 Facilities — With Zero Unplanned Downtime | LeanQubit.ai
Key takeaways
12 production facilities — each running different legacy MES systems with inconsistent data models — were unified onto a single FactoMES platform with standardised production tracking, traceability, and reporting.
Paper-based workflows for work orders, inventory tracking, and lot traceability were eliminated entirely — every production record is now digital, real-time, and auditable from a central system.
FactoMES was architected to continue operating independently during ERP downtime — a critical requirement for continuous process manufacturing where production cannot stop for IT system maintenance.
The Client
A major paper manufacturer operating 12 production facilities. The company produces a range of paper and packaging products across its facility network, with each plant running its own production processes, equipment configurations, and operational workflows.
The scale of the operation — 12 plants, each with multiple production lines — created both the need for centralised operational visibility and the complexity that made achieving it difficult.
The Problem: 12 Plants, 12 Different Systems, No Unified View
The operational challenges at this manufacturer weren’t caused by a single system failure — they were caused by the accumulated weight of a dozen separate systems that had never been designed to work together, layered with paper-based processes that had been “good enough” for decades but were now holding the operation back.
Challenge 1: Siloed, Custom MES Systems Across Plants
Each of the 12 facilities had its own MES implementation — some commercial platforms, some custom-built internal systems, some combinations of spreadsheets and local databases that had grown organically over years. These systems had different data models, different naming conventions, different process definitions, and different reporting formats.
The consequence: corporate operations leadership had no way to compare performance across plants on a consistent basis. A question as fundamental as “which of our 12 plants has the best OEE on comparable product lines?” required weeks of manual data harmonisation that produced answers of uncertain accuracy.
Challenge 2: Paper-Based Tracking for Critical Processes
Despite having digital systems at various levels, several critical operational processes still relied on paper-based tracking:
Work order tracking: Paper forms for production order dispatch, sequence tracking, and completion confirmation. These forms were filled out by operators, collected at end of shift, and manually entered into ERP — introducing delays of 4-8 hours between production events and their appearance in digital records.
Inventory and lot tracking: Raw material lot numbers, consumption quantities, and in-process inventory movements were tracked on paper log sheets. Reconciling physical inventory against system records was a periodic, labour-intensive exercise that frequently revealed discrepancies.
Material genealogy and traceability: Connecting finished goods to specific raw material lots required assembling paper records from multiple stages of production. In a traceability audit, this assembly process was time-consuming and error-prone — auditors waited while plant personnel physically located and compiled paper records from different stations and shifts.
Challenge 3: No Real-Time Visibility into Production Operations
Without a unified, real-time MES, plant managers and corporate operations leadership operated from delayed, estimated, and often inconsistent data. Key operational questions — current production position against plan, real-time material consumption, lot status across the production process — required phone calls to the shop floor and manual lookups that consumed significant management time.
In the existing architecture, MES processes at several plants were tightly coupled with the ERP system. When ERP was taken offline for maintenance, upgrades, or during technical issues, MES functionality was also interrupted — stopping digital production tracking and forcing teams back to paper-based backup processes.
For a continuous process manufacturer like a paper mill, where production runs 24/7 and cannot simply stop for IT maintenance, this ERP dependency was an operational risk that the company needed to eliminate.
Challenge 5: Poor Disaster Recovery and System Resilience
The custom MES systems at individual plants lacked formal disaster recovery capability. If a local server failed, recovery was uncertain — sometimes requiring days to restore from backups that might not be current. For plants running 24/7, any period without MES capability meant a period of degraded operational visibility and control.
The traceability audit exposure
In paper and packaging manufacturing, customers (particularly food and pharmaceutical companies using paper packaging for their products) increasingly require full material traceability from raw material receipt through production to finished goods shipment. The company’s paper-based traceability system required an average of 3-4 days to compile a complete traceability record for a single finished goods lot during customer audits — a timeline that was becoming commercially unacceptable as customer audit requirements tightened.
The Solution: FactoMES + Ignition SCADA — Unified, Resilient, Paperless
LeanQubit deployed a comprehensive MES and SCADA solution designed for multi-facility paper manufacturing:
ISA-95 Compliant FactoMES Platform
FactoMES was deployed across all 12 facilities as the unified production management platform, replacing all legacy MES systems and paper-based processes with a single, standardised system.
The ISA-95 compliance was not an abstract architectural decision — it was the practical mechanism for ensuring that all 12 plants operated on the same data model, the same process definitions, and the same reporting structure. ISA-95 defines standard models for production operations, maintenance operations, quality operations, and inventory operations — providing the common language that the legacy systems lacked.
Core FactoMES functions deployed across all 12 plants:
Digital work order management: Production orders downloaded from ERP were dispatched electronically to shop floor terminals. Operators confirmed operations in real time as they were completed — not at end of shift, not on paper, not the next day.
Real-time material tracking and genealogy: Every raw material lot received was registered in FactoMES at the point of receipt. Material consumption against production orders was recorded at the point of use — not reconstructed later from paper logs. The complete material genealogy — which raw material lots went into which production orders, through which intermediate stages, on which equipment, confirmed by which operators — was maintained automatically as production progressed.
Lot and sublot tracking: FactoMES maintained full lot and sublot identity throughout the production process. When a raw material lot was split across multiple production orders, or when multiple lots were combined in a blending operation, the genealogy was maintained automatically — the question “which finished goods lots contain material from Lot X?” was answerable in seconds, not days.
Quality management integration: Quality inspection results — basis weight, moisture content, tensile strength, visual quality assessments — were captured at the point of inspection and linked to the specific production lot being tested. Out-of-specification results triggered automatic holds in the production workflow.
OEE and production performance tracking: Real-time OEE calculation from machine signals (via Ignition SCADA integration) provided plant managers and corporate operations with consistent, accurate performance metrics across all 12 facilities — calculated the same way, from the same data sources, displayed in the same format.
Ignition SCADA Integration
Ignition SCADA was deployed alongside FactoMES to provide the real-time machine data acquisition layer — connecting to PLCs and process controllers across the paper manufacturing lines. This integration enabled:
Automatic machine state capture: Running, idle, and fault states recorded from machine signals rather than operator entries — providing accurate, unbiased availability data for OEE calculation.
Process parameter recording: Critical process parameters (temperature, pressure, speed, tension) recorded against the active production order — providing the process data that quality correlation and root-cause analysis require.
Operator interface at every station: Tablets and workstations at production stations for real-time data entry — downtime reason capture, quality count entry, operator comments, and deviation recording — all flowing into FactoMES immediately.
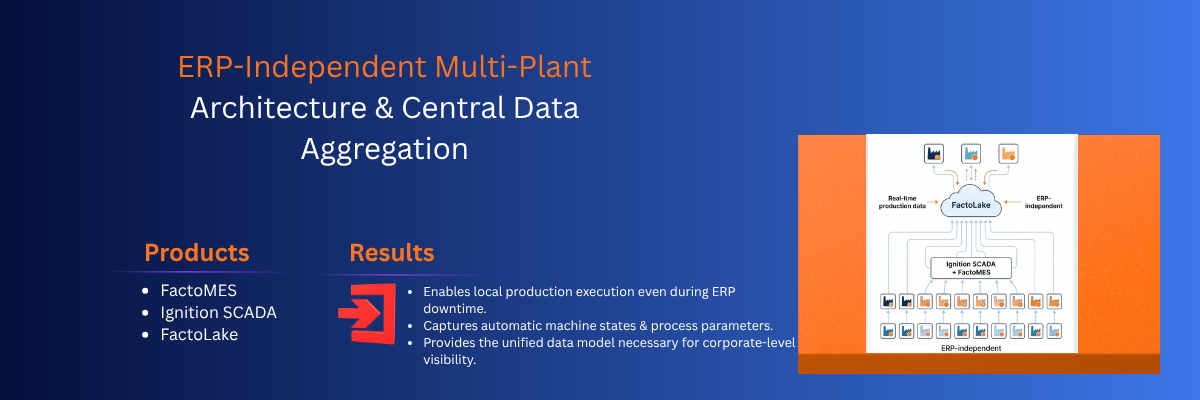
ERP-Independent Operation: The Resilience Architecture
The most critical architectural decision in this deployment was designing FactoMES to operate independently of ERP. In the legacy architecture, ERP downtime meant MES downtime. In the new architecture:
During normal operation: FactoMES and ERP communicate bidirectionally — production orders flow from ERP to FactoMES, production confirmations and material consumption actuals flow from FactoMES back to ERP, in real time.
During ERP downtime: FactoMES continues operating fully — work orders already downloaded continue executing, new orders can be created directly in FactoMES if needed, all production recording continues uninterrupted. When ERP comes back online, FactoMES synchronises all accumulated transactions — no data is lost, no production recording gap exists.
This resilience model eliminated the operational risk of ERP-dependent MES and ensured that planned ERP maintenance windows no longer required production to fall back on paper-based processes.
The disaster recovery improvement
Each plant’s FactoMES instance was deployed with automated backup and recovery capability. If a local server failed, the standby instance activated automatically with minimal interruption. The recovery time objective (RTO) went from “uncertain — possibly days” with the legacy custom MES systems to “minutes” with the standardised FactoMES deployment. For a 24/7 continuous process manufacturer, this reliability improvement had significant operational value beyond its IT classification.
Implementation: Rolling Deployment Across 12 Facilities
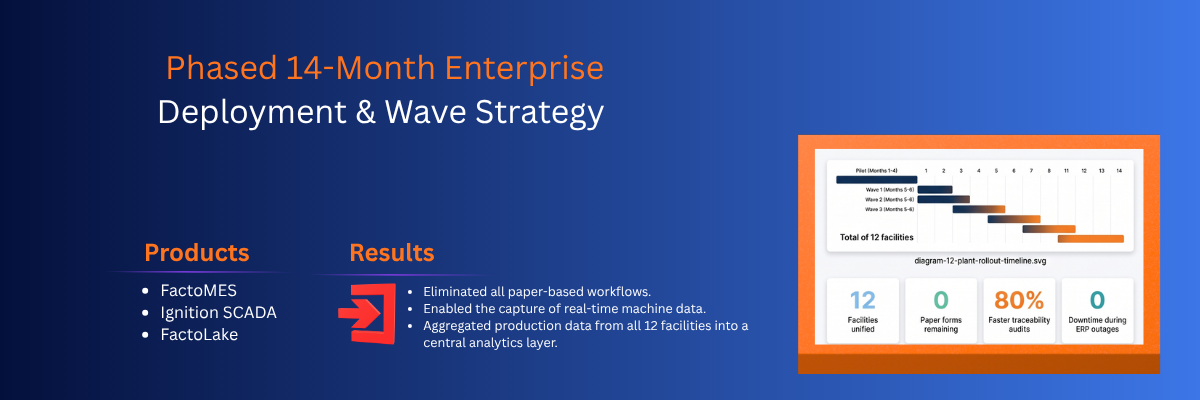
The 12-facility deployment was executed as a rolling programme rather than a simultaneous cutover — reducing risk and enabling each subsequent deployment to benefit from learnings at prior facilities.
Phase 1: Pilot facility (Weeks 1-16)
A single facility — selected for its representative product mix and average complexity — was deployed first. This pilot validated the FactoMES configuration for paper manufacturing processes, the Ignition SCADA integration approach for the plant’s specific PLC and control system landscape, and the ERP integration architecture.
The pilot also served as the training environment — operators, supervisors, planners, and quality engineers from other facilities rotated through the pilot plant to learn the system before their own facility’s deployment.
Phase 2: Rolling deployment (Months 5-14)
Following pilot validation, the remaining 11 facilities were deployed in waves of 2-3 plants, each wave taking approximately 6-8 weeks from configuration start to go-live. The standardised FactoMES configuration (refined during the pilot) was applied to each facility with plant-specific customisation for equipment configurations, product-specific quality parameters, and local workflow variations.
Phase 3: Optimisation and cross-plant analytics (ongoing)
With all 12 facilities live on FactoMES, the focus shifted to cross-plant analytics — using the unified data model to compare performance, identify best practices, and drive systematic improvement across the facility network. FactoLake aggregated production data from all 12 plants into a single analytics layer accessible to corporate operations leadership.
Results and Impact
Operational outcomes — verified across all 12 facilities
Rapid rollout to 12 facilities — the full deployment programme, from pilot start to final facility go-live, was completed in approximately 14 months. The standardised deployment process, refined at each wave, reduced per-facility deployment time from 16 weeks (pilot) to 6-8 weeks (later waves).
Paper-based tasks reduced to zero — every production record, material movement, quality inspection, and work order is now digital and real-time. The physical paper trail that previously accumulated across 12 facilities — thousands of paper forms per day across the network — has been eliminated entirely.
Traceability audit times cut by 80% — the question “trace the complete material genealogy for Finished Goods Lot #X” is now answered in minutes via a FactoMES query, versus 3-4 days of manual paper record assembly under the legacy system. This improvement directly strengthened the company’s position in customer audits and regulatory inspections.
No unplanned downtime during ERP outages — the ERP-independent architecture was validated during the first planned ERP upgrade following deployment. FactoMES continued operating at all 12 facilities throughout the ERP downtime window, with full data synchronisation completing automatically when ERP came back online. Zero production recording gaps. Zero fallback to paper processes.
Strategic outcomes
Foundation for AI-driven optimisation — the unified, clean data layer across 12 facilities created the prerequisite for AI-driven analytics: predictive maintenance (MaintIQ), production optimisation (ProdIQ), and quality intelligence (QualIQ). These capabilities were not feasible with fragmented legacy MES data — they require the standardised, contextualised data model that FactoMES now provides.
Enterprise-wide OEE visibility — for the first time, corporate operations leadership has consistent, real-time OEE data across all 12 facilities — calculated identically from machine signals, not estimated from shift reports. Cross-plant performance comparison, which previously required weeks of manual data work, is now available on a dashboard in real time.
Standardised operational processes — the FactoMES deployment standardised not just the technology but the operational processes across 12 facilities. Work order management, downtime recording, quality procedures, and material tracking now follow the same process at every plant — enabling workforce mobility between facilities, consistent training, and systematic best-practice sharing.
The Technical Decisions That Mattered
ISA-95 as the standardisation framework
ISA-95 isn’t just an architecture standard — it’s a shared vocabulary for manufacturing operations. By deploying FactoMES on an ISA-95 data model, every plant’s production orders, operations, material lots, quality records, and equipment definitions followed the same structural conventions. This eliminated the data harmonisation problem that made cross-plant analytics impossible with the legacy systems.
Local FactoMES instances with central aggregation
Each plant runs a local FactoMES instance — ensuring operational independence (the plant continues running even if the network connection to HQ is interrupted). FactoLake aggregates data from all 12 local instances into a central analytics layer. This architecture gives each plant operational resilience while giving corporate leadership the unified view they need.
ERP-independent by design
The decision to architect FactoMES as ERP-independent (rather than ERP-dependent) was driven by the reality of 24/7 continuous process manufacturing. ERP maintenance windows, upgrades, and occasional issues are unavoidable. Production cannot be unavoidable in the same way. Decoupling the two systems eliminated a structural vulnerability in the operations architecture.
Frequently Asked Questions
Each facility ran a parallel operation period (typically 2-3 weeks) where both the legacy MES and FactoMES operated simultaneously. Production data was captured in both systems, and outputs were compared to validate FactoMES accuracy before the legacy system was decommissioned. This parallel period also served as a real-production training environment for operators — they learned the new system while the safety net of the legacy system remained active.
Historical production data from legacy MES systems was migrated where feasible and valuable — typically the most recent 12-24 months of production records and the complete traceability record for lots still within their shelf life or warranty period. Older data was archived in read-only format for reference. The migration scope was determined on a per-facility basis based on data quality and format compatibility.
Paper manufacturing operates as a continuous process — long production runs, continuous material flow, roll-to-roll processing. FactoMES’s process manufacturing configuration handles continuous production with: process order tracking (versus discrete work orders), material balance tracking (continuous consumption rather than discrete BOM transactions), grade change management (transitions between paper grades on the same machine), and reel/roll tracking as the primary unit of traceability (versus individual parts in discrete manufacturing).
LeanQubit provides centralised support for all 12 facilities — platform updates are deployed centrally and propagated to all sites, support tickets are managed through a single channel, and model/configuration changes are controlled centrally with site-specific override capability where needed. This centralised support model is more cost-effective than the per-facility support that the legacy custom MES systems required.